
INTRODUCTION
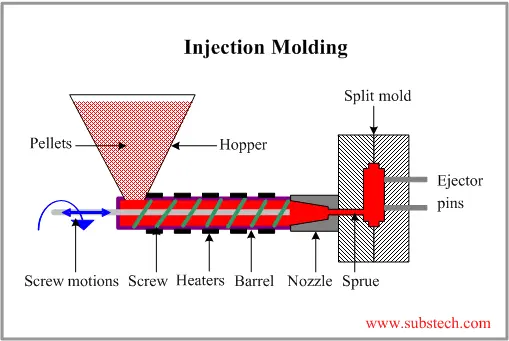
What is injection moulding?
It is the cornerstone of modern manufacturing. There is a solid reason behind this status of injection moulding in modern manufacturing. It is injection moulding that causes mass manufacturing of plastic and metal parts that too with accuracy and precision.
Precision and accuracy in injection moulding is of extreme importance. It is because a minor defect in the molded part can lead to serious structural and functional deficiencies. It can impact product quality, assembly and performance in a negative manner.
This blog highlights and explains the most common injection moulding defects. These include flash, warps, burn marks etc. For each defect we explain what it is about, the reasons behind it and the possible solutions to prevent it.
The explanation of root causes for each defect has several advantages for the readers. It helps them understand and identify the possible causes behind injection moulding defects. Through identifying the root cause, you can implement the right solution to eradicate the possible defect.
Either you are a manufacturing engineer, product designer or quality control inspector this blog is a perfect guideline for you. It helps you to reduce scrap, enhance functionality of the molded part and improve product efficiency.
TYPES OF INJECTION MOULDING DEFECTS & SOLUTIONS
1.Flash
Flash is also known as burrs or spew. This injection moulding defect is visible usually at the parting line. It appears in the form of a thin layer of plastic. The most common areas where flash is visible are the gates and ejector pins.
Flash is a thin layer that escapes thecavity at the parting line.High injection pressure and clamping issues causes molten plastic to come out of excessive holes in the mold cavity. This is the primary cause of flash appearance. Basically, flash in plastic injection moulding is a manufacturing defect. Although we consider some amount of flash to be normal. However excessive is an injection moulding defect.
It is because excessive flash not just harms the aesthetic appeal of the molded parts but also affects proper assembly. Line mismatches, improper venting, low clamping pressure and low viscosity are the causes behind flash.
Another cause behind the flash is a worn-out mold cavity. When the mold cavity becomes too old it fails to combine tightly. This causes leakage of the molten plastic and therefore flash. Less deep vents also cause stiffer plastic to protrude outside.
How to Prevent Flash in Injection Molded Parts?
To rule out the possibility of a worn-out mold cavity you need to do regular inspection of the mold. Proper maintenance of the mold cavity will help you prevent flash defects in the injection moulding process. This will make sure that the mold is correctly aligned during the injection moulding process.
If you don’t want to compromise on the quality of the molded part then optimize the injection speed and pressure. This will help in preventing flash and other possible injection moulding defects.
Increasing the clamping pressure and reducing the melt temperature can also help you prevent flash.
Keeping the mold surface clean is another solution to avoid flash during injection moulding.
2. Weld lines
Welding of two streams together can cause this injection moulding defect called weld lines. Weld lines are also known as knit lines. Weld lines are created when two front forms of molten plastic meet and solidify without bonding completely.
Weld lines compromise both the aesthetic appeal and functional integrity of the injection molded parts. It is because their appearance is quite visible on the surface of the molded parts.
The main question is why weld lines occur?
Several factors are responsible for weld lines. These include the injection moulding process; the design of the mold and properties of the material being used.
Uneven wall thickness of the mold cavity also generates weld lines. Holes, inserts and multi-gate injection moulding methods also cause the appearance of weld lines.
Now that we know the causes behind weld lines let’s have a look at the possible solutions to avoid weld lines.
How to Prevent Weld Lines?
Ensuring a uniform flow of melt can help prevent weld lines. However, you need to take certain preventive measures for this purpose such as:
Change the position of the gate and add a venting slot.
Increase the melt temperature and reduce the amount of release agent.
Optimize injection speed and pressure.
3.Short shots
Inadequacy of the molten plastic to fill the mold parts results in injection moulding defects called short shots. The result of short shorts is incomplete parts. The occurrence of short shots impacts the efficiency of the injection moulding process. It is because this defect results in incomplete parts and more material wastage.
Several factors can cause short shots. Such as:
- Insufficient injection speed and pressure
- Inadequate heating of the plastic material
- Complex mold designs with thin walls
- Distant cavities inside the mold
- Insufficient liquidity of raw materials
How to Avoid Short Shots in Injection moulding?
You can use the following remedies to avoid short shots:
- Use materials that are more fluid.
- To avoid retention phenomenon, fill the thick mold walls before the thin walls.
- Reduce the flow resistance by increasing the number of gates and runner sizes.
- To avoid the phenomenon of poor exhaust properly set the position and size of the exhaust port.
- Increase both the speed and pressure of the injection machine.
- Increase the temperature of both the mold and the material cylinder.
4.Burn marks
Black and brown discolorations on the surface of the molded part are called burn marks. Burn marks appear usually at the end of the flow path or near the gate locations. Although brown marks appear on the surface yet they indicate a more serious issue. Appearance of brown marks indicate issues with the injection process. They point towards excessive injection speed or overheating.
The occurrence of excessive gas in the mold cavity can be the reason behind burn marks. Failure to vent excessive gas causes blackening at the end of the flow causing burn marks.
Other than the gas in the mold cavity another reason can be material degradation. High melt temperature, overhaul screw speed and improper design of the mold can also cause burn marks.
How to Prevent Burn Marks?
- The prevention of burn marks requires identification of the accurate root cause. After identification you can implement the following solutions to avoid burn marks:
- Place an exhaust system at the area where gasses are generated.
- Increasing the size of the runner system can also help in preventing burn marks.
- Decrease the pressure and speed of the injection.
- Reducing the barrel temperature can also help in preventing burn marks.
- Adjusting the mold design can also help in smooth overflow of gases. This in turn causes prevention of burn marks.
5.Brittleness
Brittleness is among the most common injection moulding defects. It occurs from time to time. Brittleness refers to the breakage or cracking of a part during ejection or handling. It is more common in plastic parts. All three i.e. machine, the mold and the process can cause brittleness. Let’s examine how each one of these can cause brittleness:
The Machine:
The injection moulding can cause several reasons for the material to have brittleness. For example, the machine should be responsible for maintaining a perfect cushion through steady speed. If the speed is too low it can cause brittleness.
Too low temperature of the melt resin can also cause brittleness.
The Material:
The material being processed through injection moulding can also cause brittleness. Addition of too much regrinding in the resin can be one of the causes. It is because regrinded resin is more vulnerable to breakage after being subjected to grinding.
Another reason can be the contamination of the resin with foreign materials.
Mold:
The mold is equally responsible for causing brittleness as are the machine and the material. A low temperature of the mold’s surface can cause brittleness. Mold design can also cause brittleness. Extremely small size of the runners and gaters can cause the material to brittle. Small sized gates and runners can create a shear during filling thus causing this defect.
How to Reduce Brittleness Defect in Injection moulding?
You can avoid brittleness of the material by taking the following remedies:
- Increase the injection speed and ensure a consistent cushion.
- Increase the melt temperature of the resin. You can do this by increasing the heat profile to certain barrel zones. Increasing the rpm can also cause an increase in the melt temperature.
- Make sure to use the correct water temperature for quality moulding.
- Reduce the amount of regrind from the resin and then pass it through mold.
- Mould the resin withoutregrind.. You can later add the regrind slowly at a lower percentage.
- Make sure that the resin is free from foreign materials. You can perform some tests to inspect this.
6.Delamination
Surface delamination is quite a serious injection moulding defect. It refers to the revealing of the inner layers of the molded parts because of the splitting of the outer layers. This defect is very harmful because of two reasons. First it destroys the appearance of the molded part. Second it harms the structural integrity and functionality of the molded part as well.
Delamination is basically the separation of the thin layers of the molded part from the base material. This indicates poor bonding between the layers.
Several reasons can cause surface delamination. One such reason is contamination of the raw material with foreign particles. Excessive moisture in the raw material can also be one of the primary reasons.
When the gate and flow path have sharp angles, they can also cause poor bonding between the layers. This in result causes surface delamination. Of Course, inconsistent mold temperature can also lead to delamination.
Solutions to Prevent Surface Delamination
- Here is a list of possible solutions to prevent surface delamination:
- Make sure that the resin is free from contaminants such as incompatible polymers and other foreign particles.
- The resin should be perfectly dried up.
- To avoid sharp angles, you can chamfer all sharp edges inside the mold cavity.
- Increase the temperature of the barrel and the mold.
- Avoid using excessive release agents to control excessive moisture.
7.Jetting
The thin squiggly lines or wavy strands on the molded part’s surface area indicate jetting defects in injection moulding. The melted resin enters the mold in a snake-like pattern. When it starts cooling before even the melted resin has filled the mold cavity completely it causes jetting.
The main reason for jetting is high injection speed. The forceful injection of the melted resin inside the mold cavity causes premature cooling. This causes the appearance of snake-like streaks or patterns on the surface of the mold cavity.
Other than forceful injection and high injection speed there are other reasons that cause jetting. For example, when the gate sizes are too small they can cause jetting. The smaller gate when faces the product’s surface with a large cross-sectional area it leads to jetting defect.
Solutions to Prevent Jetting
Here is a list of possible reason to either avoid or mitigate the effects of jetting in injection moulding:
- Make sure that the molten resin enters the mold cavity in a controlled manner. Adjust in the injection speed and pressure for this purpose.
- Modify the gate design. This will facilitate a smoother flow of melted resin.
- Modifying the mold temperature can also help in reducing jetting defects. Increasing the mold temperature will reduce the viscosity of the melted resin. Less viscosity will help in a smoother liquid flow through the mold cavity ensuring uniform heating and filling.
It is really important to reduce or mitigate the impacts of jetting in the injection moulding process. It is because jetting defects can decrease the strength of the molded material.
8.Sinks
Sinks or sink marks are present in the form of depressions, divots, craters or dents on the surface of the molded material. When the wall surface is concave at the wall thickness, it leads to sink marks. It is more of a phenomenon that is seen as a defect.
Sinks occur at thick areas of the molded part. When the thick part solidifies before the thin areas of the molded mart it causes sink marks.
Sink marks are common in products that have areas with variable wall thickness. Inadequate distribution of temperature often causes the thicker wall areas to cool earlier than the thin ones. This causes sink marks. Therefore, differential cooling rates is the primary reason behind the appearance of sink marks.
A decreased injection pressure can also cause sinks. A short cooling or holding time can also cause sink marks. High mold temperature and improper design of mold cavity can also lead to the formation of sink marks.
How to Prevent Sink Marks in the Molded part?
- One of the primary reasons behind sink marks is variable thickness of the part design. Therefore, ensuring uniform thickness across the part design can lead to eradication of this defect.
- Adjustments in the hold pressure and time can also help prevent sink marks. It is because it compensates for the material shrinkage in the thinner areas of the molded part.
- Optimization of the cooling system inside the mold cavity can also help in preventing sink marks. This ensures even cooling across the mold cavity.
- Increasing the gate size or changing the gate position can also significantly reduce sink marks.
9.Voids
One of the defective occurrences in the injection moulding process are voids. Voids are more common in transparent moulding. However, they can also occur in an opaque and colored moulding process. Voids or vacuum voids are actually air rockets. These are present in the interior of the molded part.
Understanding the causes of the occurrence of voids is very important. It is because voids compromise the structural integrity and functionality of the molded part. The main causes of void formation can be:
- When the outer surface of the molded part cools down faster than the lower surface it can cause voids.
- The injection moulding process itself can be the cause of voids as well. Factors such as melt temperature, screw forward time, shot volume and injection pressure.
- Of Course, the second most common factor that causes voids is the mold. Incorrect positioning and size of the gates can cause voids. Mold temperature is also the reason behind causing voids.
- Use of wet material with excessive moisture can also cause voids.
How to Avoid the Occurrence of Voids in the Injection moulding Process?
- Make sure that the mold has a proper venting system. This would avoid any trapped air inside the mold and thus the voids.
- Optimize the mold and melt temperature. This can maintain a continuous flow and fill pattern. It further reduces the likelihood of air being trapped.
- Adjust the injection speed and pressure. This makes sure that the plastic or metal fluid fills the mold properly and does not leave any air particles being trapped.
- Make sure that the material you are using does not have excessive moisture. If it has then continue drying it unless there is none excessive moisture left.
- Increase the shot volume, injection pressure and screw forward time. Adjust the injection speed and decrease the melt temperature.
10.Splay
In the injection moulding splay is a cosmetic defect. It is a cosmetic defect because it appears on the surface of the injection moulding parts. Splay appears in the form of silver streaks or translucent lines. Streaks appear when water, air or char distributes in the flow direction of the material.
Let’s have a look at the possible causes of splay in injection moulding parts:
Excessive moisture in the raw material can be a possible cause of splay. Excessive moisture causes trapping of air bubbles leading to splay marks.
Contamination in the raw material can also cause splay marks.
Consistent occurrence of splay marks can be because of mold issues. Excessive lubrication of the mold can cause splay. Trapping of lubricant particles inside the mold surface can lead to splay.
How to Avoid Splay in Injection moulding?
- Thorough drying of the plastic resin before using can reduce the occurrence of splay.
- Setting the injection speed and pressure to optimum level can reduce splay.
- Reduce the possibility of contamination. You can do this by periodically cleaning the feeding system, hopper and the dryer.
- When using mold lubricators follow the rule of “less is more”. Apply the mold maintenance products in such a way that you don’t disturb the whole injection moulding process.
11.Bubbles/blisters
Bubbles and blisters have both the same causes but are different in occurrence. The reason is trapped gasses or voids. However, bubbles appear in the internal structure while blisters appear on the outer surface of the injection molded part.
Bubbles do not have a surface protrusion. The main reason behind blisters is the failure of the trapped gases to escape before the surface skins during the moulding process.
Slow Screw Plasticizing Process
Possible cause behind the trapped gases is the slow screw plasticizing process. A faster feed rate or lower back pressure causes premature entry of the melted fluid inside the plasticizing section of the barrel. This traps excessive air. The metering stage causes more air mixing with the melted fluid. Unfortunately, this air cannot be vented through the gate and nozzle gaps. During the injection moulding process both trapped air and melted plastic is injected into the mold cavity leading to the formation of air bubbles.
Excessive Moisture in Raw Materials
Another reason behind bubble formation in the injection molded parts is the presence of excessive moisture in the raw materials. Poorly stored and hygroscopic raw materials have a lot of moisture in them. If you do not dry the raw materials before the objection moulding process then it causes a hydrolysis process inside the barrel under high temperature. This leads to the formation of bubbles.
Thermal Degradation
Sometimes the barrel temperature is too high. This causes thermal degradation of the material inside the barrel. When the melt stays in the barrel for too long it also causes thermal degradation. Thermal degradation of the melt causes bubble and blister formation in the molded part.
Improper Mold Venting
Deformed or blocked venting channels or lack of venting slots can also cause bubbles. Because of this blockage air remains trapped inside the mold cavity causing bubbles.
Solutions on How to Avoid Bubble and Blister Formation in Injection Molded Parts
- To eradicate the screw plasticization issue, you can reduce the screw rotation speed. Also keeping in view, the process standards, you can increase the back pressure. This will help you prevent air trapping and thus the formation of bubbles or blisters.
- To avoid excessive moisture in the raw material, make sure to use a proper barrel drying system. Also reduce the barrel temperature and the injection moulding speed.
- To avoid thermal degradation of the raw material inside the barrel avoid keeping the melt in the barrel for too long. Reduce the barrel temperature and re-adjust the process parameters.
- Improve the mold venting by adding venting slots. Improve the structure of the mold cavity. Adoption of multi-stage injection methods can also help in the reduction of bubble/blister formation. It is because it will prevent air blockage inside the mold cavity.
12.Warping
Warping differs from other defects of injection moulding because it is the easiest to identify. Generally, it refers to material shrinkage. However, it is very difficult to identify the possible causes behind warping.
When an edge of the injection molded part is bowed instead of being naturally flat then it means it has a warping defect. In case of plastic injection moulding you can reverse it. The extent of warping differs in different materials. Especially in the case of plastics it depends upon the molecular structure of the plastic as well. However, once you identify the cause behind warping it is very easy to prevent or reduce it. Identifying the cause is the most complex task.
Warping is basically a type of distortion. It occurs when the molded part is solidifying or cooling. Therefore, uneven cooling rates are the main cause behind warping. It is because uneven cooling rates cause internal stress. The internal stress causes the material to warp.
Another cause of warping is the structure of the mold cavity. Usually when a thin wall is followed by a significantly thick wall it causes warping.
How to Prevent Warping in the Final Product?
Now that we know the causes behind warping we should have a glance at the possible solutions to prevent warping.
Of Course, making sure that the cooling rates remain uniform throughout the mold cavity will prevent warping. You can do this by designing molds that have:
- Optimizing cooling channels
- Uniform wall thickness
Provide ample time for parts to cool. Make sure that cooling is a gradual process to avoid warping. A stable mold temperature can help eradicate the issue.
13.Flow lines
The defect flow lines are not just exclusive to injection moulding. It is basically a visual representation used in various fields. In Geology and Hydrology flow lines represent water movement. In case of injection moulding machine we shall discuss them from the perspective of fluid dynamics. In fluid dynamics flow lines represent a path a fluid follows.
So how can they cause a defect?
During injection moulding the plastic or the metal moves through an injection mold at different speeds. The resin solidifies at different rates leading to this defect. Flow lines appear in the form of streaks, waves or lines on the surface of the material.
Flow lines are basically moulding defects. The waves appear in the form of a frog jump whose actual cause is the slow flow of the molten liquid.
Several factors can cause the appearance of flow lines. A major cause can be the low temperature of the material and mold. A low pressure and slow injection speed can also cause flow lines.
When different sections of the mold have variable wall thickness flow lines appear.
How to Avoid Flow Lines:
There are several remedies that can help in avoiding flow lines. Let’s discuss them one by one:
- Use the injection molded to reduce the occurrence of flow lines. You can do this by increasing the speed of the injection and pressure of the machine.
- If the cause of the defect is uneven wall thickness of the mold then placing a thin walled gate inside the mold cavity can help you avoid flow lines.
- You can also avoid flow lines by increasing the temperature material and the mold.
14.Gate Vestige
Gate vestige is a defect that occurs in both plastic and metal injection moulding processes. Gate vestige is actually a small piece of plastic or metal that is left on the molded part after ejection from the mold cavity. It can be in the form of a small nub, bump or scar. It is left on the molded part at the gate. In case of plastic injection moulding it in the form of a scar or any functional mark. However, in case of metal injection moulding it can impact the accuracy of the molded part.
One of the primary causes of gate vestige is the type of gate used in the injection moulding process. Tab/edge gates for example mostly because of gate vestige. Although they are cost effective yet mostly responsible for gate vestige.
Another reason is fast cooling. Premature freezing at the gate causes solidification of the material therefore causing gate vestige. Also, the type of material is sometimes responsible for this defect. For example, if you use brittle or filled material you are more likely to experience gate vestige.
Possible Solutions to Avoid Gate Vestige
- If the problem is the design of the gate then of course you need to optimize the design and placement of the gate in the mold cavity. For minimal vestiges and automatic trimming try using submarine or pin gates.
- It is advisable to use hot tips or hot runner systems. These systems help maintain a constant flow temperature and produce smaller vestiges.
- If you want to mask vestiges then try placing gates at areas on non-cosmetic surfaces.
- For a more uniform fill reduce the speed of injection.
- Avoid premature freezing and keep the temperature at the mold gate high especially during the break away.
CONCLUSION
Despite the importance of injection moulding in the manufacturing industry we cannot ignore the various possible defects that come with it. These wide arrays of defects are tied to misalignment of design, process or material parameters.
However, the good news is that with certain precautions and remedies you can reverse or avoid these defects. Defects like flash, gate vestige, streaks etc. can be eliminated by adjustments in gate positions. Optimizing the temperature and adjusting the injection pressure. Of course, how can we ignore the role of mold cavity and proper venting system along with uniform cooling.
Other than the previously mentioned remedies you can also avoid defects by working with an experienced part manufacturer. Join hands with Gozone that implements highest level quality control measures to avoid any injection moulding defects. By integrating new technology with strict quality control allows Gozone to achieve greater reliability, reduced waste and increased customer satisfaction.
