
Whenever you consider manufacturing of sophisticated components two things that come to your mind are CNC machining and turning operations. The only two things there remain fixed in turning operations are the lathe machines and the rotating workpiece.
There are several types of turning machine operations and each type is unique in characteristics. For each type there is a different tool that operates in a different manner. This blog explains the basics of turning operations and the various types of turning operations in CNC machining.
What is a Turning Operation in CNC?
Turning operation refers to the removal of a material from an apparently cylindrical object. The basic purpose of turning operation is to reduce the outer diameter of the cylindrical object. It is a subtractive manufacturing process.
Turning operation in CNC machining is not limited to cylindrical objects. It is also applicable in objects of other shapes. The basic purpose of turning operations in CNC machining is the creation of cylindrical parts. As the workpiece material rotates the cutting tool moves in a linear path.
How Does CNC Turning Process Work?
A lathe machine is the place where the turning operation is implemented. A lathe is a machining tool. It performs two functions. It holds the workpiece and also rotates it against the fixed machining tool Let’s have a look at the basic steps of how the turning operations work:
1.Setting Up the Machinery
To achieve optimal performance, it is important for the machinists to set up the apparatus properly. Fixing the workpiece on the lathe machine so that it rotates properly is the next important step.
1.1Selecting the Tool
Selection of efficient cutting tools is the next important step. Not just you should choose the right tools but you should also position them appropriately in the tool turret. Important positioning can help in frequent tool changes in the later steps.
2.Loading the CNC Machining Program
The completion of the set up requires loading of the CNC machining program into the machinery. Loading of this program serves two major purposes:
It guides the workpiece rotation
It also controls the movements of the cutting tool
3.CNC Machining Operations
The CNC Machining operation begins after loading of the CNC program. Once the operation begins the workpiece rotates. The cutting tool shapes the workpiece. The shaping is in accordance with the CNC Program loaded before. The adjustment of cutting parameters is made in such a way that:
It achieves dimensional accuracy
Optimal material removal rate is maintained
4.System Monitoring
To meet quality standards and ensure consistency it frequently requires continuous supervision. Therefore, real time system monitoring is required. For this purpose, sensors are installed. The sensors make real time adjustments to achieve optimal results.
Types of turning Operations
This blog discusses ten different types of turning operations in the cnc machining process. Let’s discuss each one of them step by step straight turning here:
1.Turning process
When talking about most common types of machining operations turning process is the first name that comes to mind. As described before it reduces the external diameter of a cylindrical object. The process continues until the achievement of desired diameter. Turning process actually removes material from the internal and external surfaces of the rotating workpiece.
There are two types of turning operations:
1.1 Smooth Turning operation
In smooth turning operation the machinist is concerned about the achievement of three important factors. These are:
- The total time required for the completion of the process.
- The accuracy of the cut and
- The surface finishes
Achievement of a smooth surface finish is important in this type cutting speed of turning operation.
1.2 Rough Turning operation
As the name implies in this type of turning operation the machinist is least concerned about accuracy and surface finish. what is important in rough turning operation is the total time in completion of the process.
You use a single point cutting tool in case of turning operations. It is both an efficient and effective machining process. It is both versatile and scalable while keeping the importance of precision in mind during turning processes.
It is applicable in variety of rotational components such as bushings, axles, pins and shafts.
2.Tapping
The process of tapping gets its name from the tapping tool used to perform the tapping operations. In this process the workpiece has a predrilled hole already. The tapping tool enters the workpiece through this hole axially.
The tapping machine tool is a multi-point cutting tool. During the process the workpiece rotates on a fixed faceplate. The tapping machine also gets its support from a tailstock spindle.
The basic purpose of threading process is the creation threaded holes. These threaded holes are useful for assembly purposes.
Because of this characteristic this turning process has applications in variety of industries. These include aerospace, appliances and automotive industries. When holes are properly tapped they are able to provide accurate standards for fastening components. It is therefore convenient to assemble and disassemble components when required.
The pre-requisite for an accurate tapping process is the proper drilling of the hole in the object. However, in case of improper drilling of the hole there can be many problems. First the area around the hole can become weak. Second it can cause stripped threads or weakened components.

3.Threading
This type of turning operation is evident from its name. This turning operation cuts down a thread on the surface of the workpiece. It uses a cutting tool. This cutting tool cuts a thread on the outer diameter of the workpiece.
As the tool moves along the side of the workpiece it cuts down the threads while the workpiece rotates.
What are threads?
Threads are helical grooves. They have specified lengths and pitches. They also have specified depths If you want to achieve deeper threads than you need to pass the tool multiple time along the rotating workpiece.
The cutting tool for threading has a specific shape as well. It is a thread shaped cutting tool bit.
Proper setting up of the thread machine is important for threading process. Especially when you want to achieve deeper threads. It is because for deeper threads the machine has to pass repeatedly. So, it needs to be accurately set up so that it starts grooving operations from same location every time.
Therefore, you need to be very careful in selecting your tapping tool and the workpiece material.
Tapping is the process that makes threads on nuts.
During the tapping process it should be kept in mind that the hole is capable of adjusting the tapping machine inside.
4.Boring
Similar to turning operations boring operation uses a single point cutting tool. The purpose of boring is to enlarge and refine an existing hole in a workpiece. A slender ball with a sharp cutting edge is the single point cutting tools the tool used in the boring operations.
With the help of boring tool, you can achieve a smooth surface finish of the hole. It also improves the process accuracy. It helps in achievement of a smooth cylindrical surface. With the help of boring you can remove material that is in excess from the hole.
Similar to tapping boring is performed on a predrilled hole. Its basic purpose is not the creation or drilling of the hole. Boring is a slow process. It is most appropriate for workpieces that are of smaller size.
The basic purpose of boring operations is to enlarge the predrilled holes. This makes them capable of adjusting other components such as shafts and bearings. Materials where it is important to achieve high quality internal features using boring operations. These include machine components, engine blocks and engine housings.
There are two ways to perform boring operations. You can either perform it radially or axially. When you start the process along the center line than it is known as axial boring.
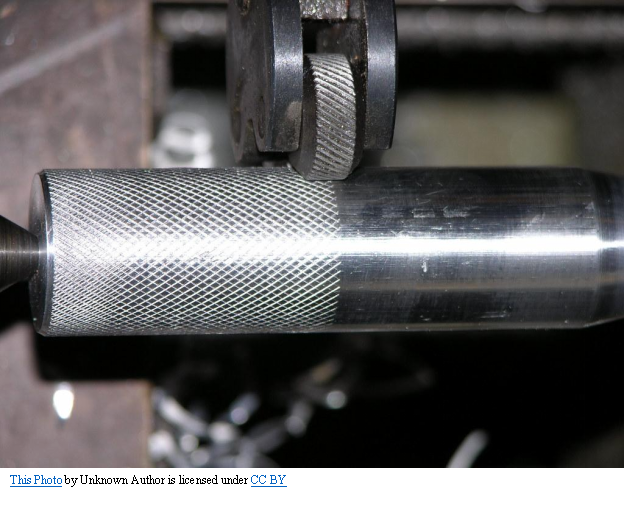
5.Knurling
When you desire to create diamond shaped patterns on a workpiece surface than it is known as knurling. These diamond shaped patterns are also known as serrated pattern. Knurling serves two basic purposes:
To enhance the visual appeal of the workpiece.
To improve the gripping of the workpiece. This prevents slipping during handling.
Knurling operation gets its name from the type of cutting tool it uses. It uses a cutting tool with knurls. Knurls are actually cylindrical wheels with teeth. It rolls against the workpiece and forms the specific patterns.
Knurling finds its applications in tools that require stronger grip and user-friendly handling. These include handles, knobs and other components.
A major limitation of the knurling process is that it makes the outer surface of the workpiece material weak. It is because of the pressing action of the knurling machine on the surface of the workpiece.
6.Reaming
Reaming operations are performed after the boring operation. The purpose of reaming operation is to further refine the hole and make it more accurate. The cutting tool for reaming is fluted reamer. The reamer enters the object axially. It makes the hole larger so that the diameter of the hole matches the diameter of the cutting tool.
The diameter of the fluted reamer is larger than that of the hole. It removes minimum amount of material but in a progressive manner.
Industries and applications that require smooth surface finish and tight tolerances require reaming. Such applications include bearing housings and valve bodies.
Similar to boring and tapping, reaming is also applicable in pre-drilled holes.
7.Drilling
The former turning operations such as boring, tapping and reaming required pre-drilled holes. But what is the process of drilling holes called?
Yes, it is called drilling.
Drilling causes creation of a hole inside the workpiece material. With the help of a drilling machine it removes the excess material from inside the workpiece material. Here both the drilling machine and the hole have the same diameter.
Positioning of the drilling machine is important for the drilling of an optimized hole. For accurate positioning you need to have a lathe machine or tailstock drill holder.
Drilling is a simple versatile and efficient process.
8.Facing
If you want to reduce the length of the workpiece material than you should use the facing operation. During a machining process if the length of the workpiece is larger than required than you use facing to reduce it.
By using a facing machine, you can make the length of the workpiece appropriate. It makes the ends of the cylindrical objects flattened. In case of facing the end of the workpiece is perpendicular to the axis of rotation. The cutting tool moves along the radius of the workpiece.
For components or machining parts that require precise positioning and assembly facing is a mandatory process. Facing however removes a significant amount of material from the workpiece surface.
9.Grooving
Grooving operations are also known as necking or processing. The purpose of grooving is the creation of a narrow cut in the workpiece. The width of the cutting tool determines the size of the cut. For wider cuts the cutting tool needs to have multiple passes across the surface of the workpiece.
There are two types of grooving operations:
9.1 Face Grooving
When grooving creates a cut on internal surface of the face of the workpiece it is known as face grooving.
9.2 External Grooving
When the cutting tool moves radially along the workpiece to create a creates a narrow cut, it is known as external grooving.
10.Parting
You implement parting operation on a workpiece only after it is machined accurately into desired size and shape.
Parting operation is different from other turning operations. It is because of its implementation at the end of the machining cycle. The cutting tool passes through the workpiece in a perpendicular direction to finish turning it. It intersects the rotating axis while the workpiece rotates.
During the parting process the tool eventually reaches the middle of the workpiece and cuts it off. Consequently, a part of the workpiece detaches and falls off.
Parting is the best machining operation option when you desire to create several identical parts from a single object or material. It is a mandatory process for high-volume production runs.
In a single CNC turning set up parting completes the production of parts. It streamlines the production process. CNC programming has to be very accurate in this process. In case of inaccurate programming the process can lead to improper production. It can also cause excess loss of material.
Conclusion
In the CNC Machining process turning operations play a very important role. Not just they help in manufacturing of various components but they also streamline production processes through smooth assembly and disassembly.
This blog explains the various types of turning operations in CNC machining, each operation has unique characteristics. Each operation has application in different industries. Therefore, we conclude that in the CNC Machining process turning operations are critical.
